




【无缝管】合金钢管品质之选视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【无缝管】合金钢管品质之选的图文介绍
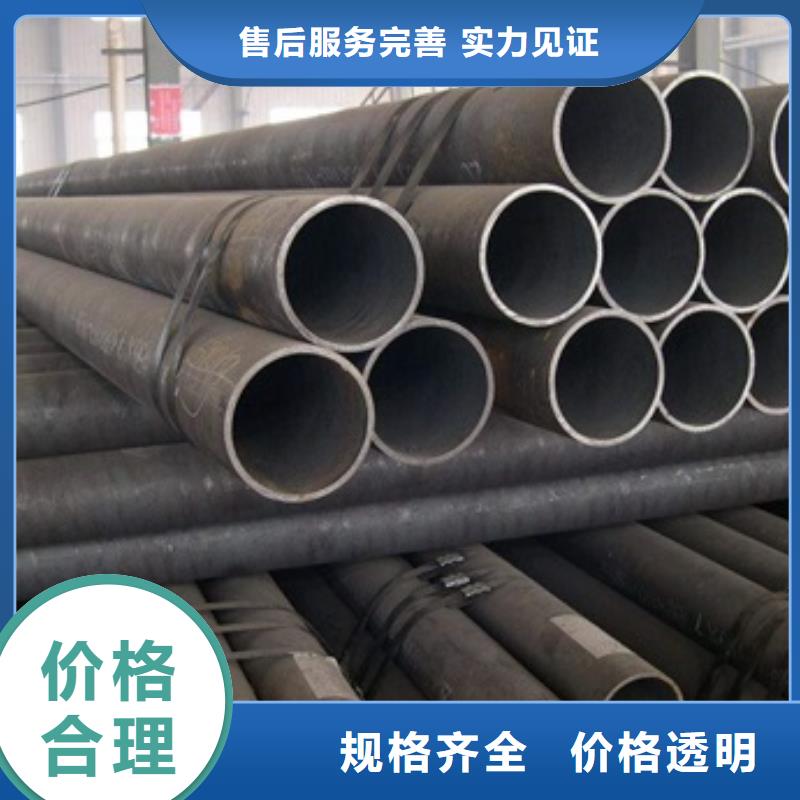
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。


无缝管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。 生产工艺: 1、热轧无缝钢管主要生产工序(△主要检验工序): 管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库 2、冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。



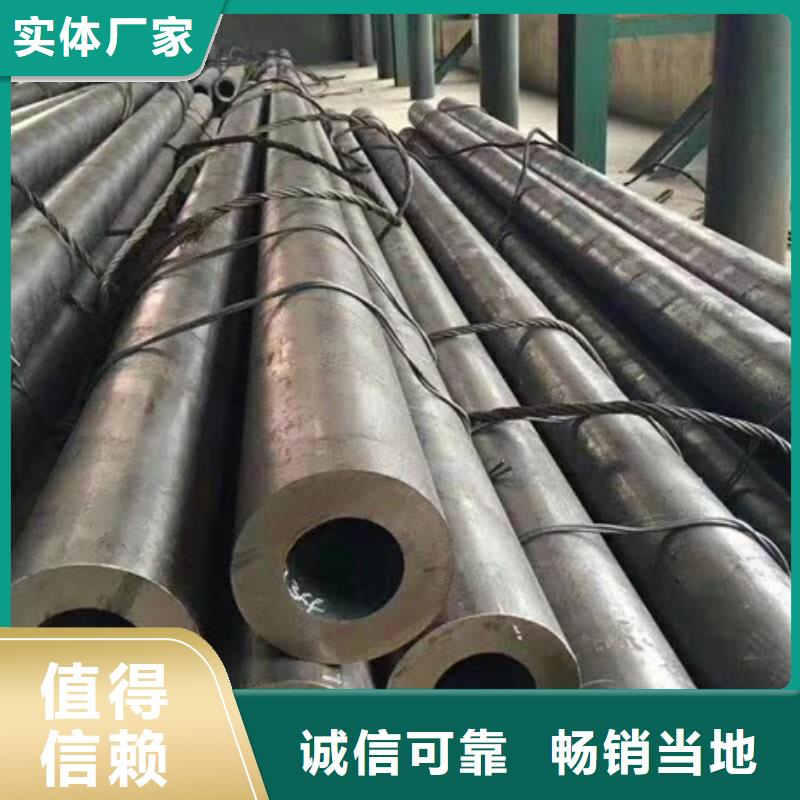
无缝钢管是通过钢厂管坯锯段,再在环形炉加热-穿孔-定径-校直-冷却-剧头-打包成为合格的成品,一般在送到使用方手里生产车间 是放不下这么多现货的,这就需要经销商放置一些现货,不过经销商一般没有大型的室内库,有的话也是成本太高,不合算。大多数都是室外仓库,无缝钢管在室外放着就免不了风催日晒。 所谓浮锈顾名思义就是浮到无缝钢管上面的一层锈,用毛巾或者其他的东西一抹就可以去掉的,简单的说浮锈也算是没锈,属于正常状态。无缝钢管的生锈是年数久远,至少在1年以上在室外经过风催日晒的无缝钢管,生锈的无缝钢管上面有大大小小的麻坑,这也是无缝钢管浮锈与生锈的 区别. 公司主营:角钢、槽钢、H型钢、焊接H型钢、焊管、直缝焊管、螺旋管、镀锌管、钢板桩、无缝管、螺旋焊管、螺旋钢管、镀锌管、无缝管、厚壁无缝管、网架钢管、涂塑管、钝化无缝钢管、L245N 线钢管、工字钢、镀锌槽钢、镀锌角钢、合金管、光伏支架、球扁钢、不锈钢管、拉森钢板桩、方矩管、方管等产品。 公司以良好信誉、优质产品、雄厚实力、低廉价格享誉,产品深得客户信赖。几年经营历练了公司在各个经营环节成熟与规范,并与各大厂家及经销商有稳固业务往来。



艾斯特钢材有限公司坚持新发展理念,遵循“实事求是、守正创新、行稳致远”的工作原则,以服务经济社会发展和满足人民对美好生活的向往为发展方向,围绕政府、城市和人作文章,倾力打造艾斯特钢材有限公司,发挥全产业链优势,为客户提供 温州乐清大口径无缝钢管,提供一站式综合服务。


无缝管生产工艺 1、荒管(管坯): 生产所用的不锈钢圆管坯原料称之为荒管。 2、切管: 生产不锈钢管时需将头、尾切除,包括投料时对荒管两头的平头、中间品的切断及成品定切。在切钢管时会产生钢管的废料。 3、酸洗、去油: 对不锈钢管表面因高温加热后产生的氧化铁皮进行去除,从而达到生产钢管的要求及成品要求。工程用酸为混酸(HNO3+HF)。 4、检验修磨: 对不锈钢无缝钢管的缺陷进行检查修磨,把不利的缺陷干净。 5、冷拔(轧): 对钢管进行变形达到所需要的规格,生产不同规格的钢管需经过多道次来回的酸洗、固溶处理。 6、固溶: 不锈钢无缝管经过冷拔(轧)后产生了金属加工硬化。为了加工硬化便于再加工,因此,要经过固溶处理将其破碎的晶粒恢复。同时,也是对成品钢管的机械性能予以保证。 7、矫直: 经固溶(退火)处理后的钢管因热变形产生钢管弯曲,为达到钢管出厂直度标准要将钢管调直。 8、润滑: 钢管在冷拔加工前,为了在变形过程中钢管金属与拔管模金属不直接产生摩擦,因而在钢管的内外表面涂上一层由高温纳基脂+石灰配制而成的润滑剂经烘干,以形成一层隔离层。



